2023.12.09
「マニュアルはんだ付けの勘所」について
コラム記事No.1「はんだ付け工法について」で説明したように電子制御基板のはんだ付けには、フローソルダリング、リフローソルダリングやマニュアルソルダリングが製品仕様(回路構成、実装構造、コスト)に応じて採用されています。ここでは、フローはんだ付けやリフローはんだ付け後の不具合修正や少量の部品を手はんだ付けする場合のマニュアルはんだ付け(手はんだ付け)についてポイントを説明します。
2002年頃からのPbフリー化に伴い、手はんだ付けについても大きな変化点があります。合金組成が変わり溶融温度の上昇、濡れ性の低下、はんだコテの温度管理必要・・・・等があり、現在では、それぞれに対応する要素開発が進んだ結果、Pbフリー糸はんだ、フラックス耐熱性の改善、高精度温調器付きはんだコテ・・・・等、Pbフリーの手はんだ付けに適する材料、器具などの製品化が進みました。また、各社の手はんだ付け技能者教育などにより高いパフォーマンスの手はんだ付けが可能となっているようです。
はんだ付けの基本は、はんだ付け工法に関わらず、加熱⇒濡れ⇒拡散⇒合金化のプロセスからなり、以下に手はんだ付けのプロセスを説明します。
【手はんだ付けの手順】

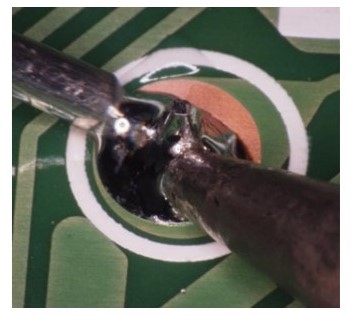
①接合部にコテを当て加熱
コテ先をランドとリードに軽く接触させる
コテ先に少量のはんだをつけると良い。
②はんだを適量供給
軽く溶かし込むように供給し、少し濡れ広がったと
ころが適量、THの場合には部品側へ濡れ上がるよう
多めに供給する
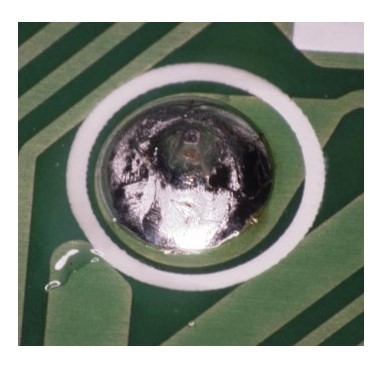
③はんだ&コテを離し、はんだ付け終了
はんだが濡れ広がったら、糸はんだをすばやく離
し、次いでコテを引く ~ 凝固して接合完了
【作業上のポイント】
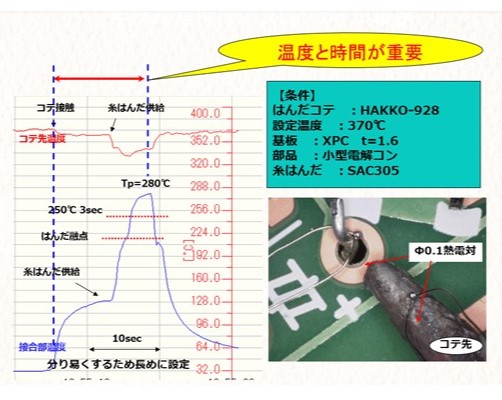
1.はんだコテの設定温度温度と時間
350~420℃ 3~5秒
(接合部:250~300℃ 部材により異なる)
2.はんだコテの選定 ・
容量(熱供給)の大きいコテ、温度調節器付き
コテ先の鉄めっきの厚いもの(200~300μm)
部品接合部(リード、電極)形状によりコテ先形状を選定
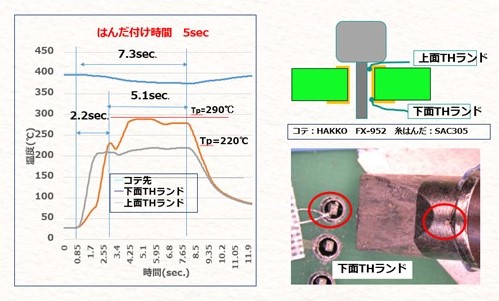
次にコテの設定温度と接合部の温度について説明します。手はんだ付けは熱源がはんだコテなのでコテの設定温度と接合部温度には差異が生じます。
事例①小型アルミ電解コンデンサー
この事例では分り易くするためコテ接触時間を15secと長めに設定。
次に、弱耐熱部品(リレー、フィルムコンやLEDなど)のポイントを紹介します。
部品メーカーの納入仕様書には、手はんだ付け推奨条件として
「コテ温度350℃、時間約3sec以内」等と記載されいますが、これらの条件では作業性が悪いので別途条件を決める必要があります。作業性を確保した上で部品の耐熱信頼性を確認した条件になります。条件設定の際には、コテの設定温度と接合部の温度を測定します。場合によっては部品の内部も測定する必要があります。部品によって異なりますが、概ね以下の条件が一般的と考えられます。
・コテの設定温度:350℃~420℃ 作業時間:3~5sec
最後に、フローはんだ付けやリフローはんだ付け工程にて発生する不具合
(ブリッジ、未はんだ、ブローホール等)についてのリワーク作業条件についても同様な手はんだ付け条件で行うのが
一般的です。
関連記事こちらの記事も合わせてどうぞ。
「フローはんだ付け用フラックスとはんだ付け品質」について")
2025.04.26
コラム記事(No.49)「フローはんだ付け用フラックスとはんだ付け品質」について
「業界各社のはんだ付け条件」について")
2025.02.19
コラム記事(No.48)「業界各社のはんだ付け条件」について
「電気製品の市場不良」(Ⅲ)について")
2025.01.25